





Cloud Chamber Detectors: Combatting Unwanted Alarms
Unwanted alarms triggered by dust have long been an issue in the fire industry, particularly in environments with higher-than-average dust levels, such as production facilities, high traffic warehouses, and some workshop facilities. One such location was at a mine in South Africa, which sought a robust and reliable fire detection solution that would provide Very Early Warning Detection (VEWD) of fires without the false alarms often associated with traditional smoke detection methods.
In this article, we will discuss how our Network Partner, Alien Systems & Technologies (Pty) Ltd, implemented Protec’s Cirrus Cloud Chamber Detection technology to offer exceptional fire detection capabilities while eliminating false alarms.
Share
Why Cloud Chamber Detectors?
The South African mine already had dust prevention measures in place, including room pressurisation systems that were intended to create a cleaner environment in their control rooms. However, these areas continued to remain relatively dusty compared to the standard control rooms (you find outside of the mining industry).
As a result, the level of dust contamination renders optical detection methods ineffective. A common alternative would be to opt for a heat-type point detection or linear heat cable. However, these options only lead to longer response times, resulting in significant asset or property damage before detection and intervention can occur. Instead, the mine chose a unique solution which was an aspirating detector that utilises “Cloud Chamber” detection technology.
This technology provides two main advantages:
1. Immunity to false alarms caused by dust
2. The capacity for VEWD of fires, which a point-type heat detector cannot provide.

Example of a mine control room
Implementation of Cloud Chamber Detectors.
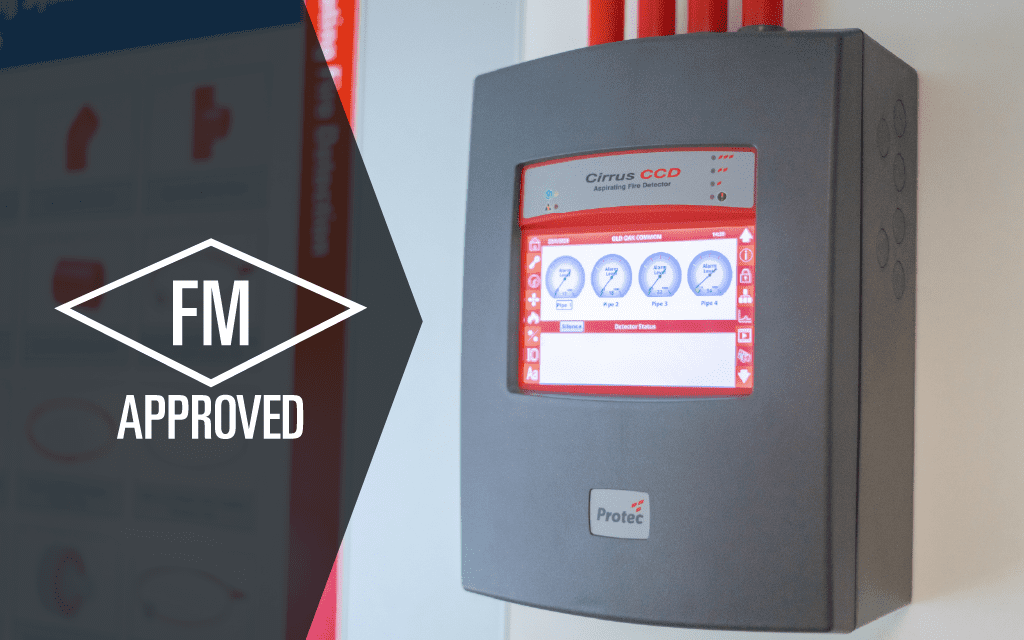
After witnessing the benefits of Cloud Chamber Detector technology while trialing in their operational substation, the client went ahead and added to their engineering specification a new clause which states:
“Aspirating Fire Detection System shall be of a ‘cloud chamber’ type like that of the Cirrus Pro or similar. The system must be capable of recognising the normal quantity of airborne sub-micron particles within each protected area, and to detect an abnormal or alarm quantity of sub-micron particles produced by combustion, electrical arcing or overheating. The system must have the capability of detecting particles of 0.0025 microns as created by combustion, electrical arcing or overheating.
The system must NOT be responsive to false alarm conditions resulting from ordinary dust, moisture (water vapour), air currents (change in air pressure and/or velocity) or ambient thermal changes”.
The inclusion of this qualification led to approximately 120 Cloud Chamber Detectors being installed across the site, including substations, control rooms, server areas, and UPS rooms, as specified by the customer in their internal documentation and procedures.
The client mandated Cloud Chamber Detectors now feature as zone inputs on conventional gas suppression control panels. This requirement demonstrates the customer’s trust in Protec’s Cloud Chamber Detectors to provide reliable fire alarm signals, even in one of the most challenging environments for preventing false alarms.
Since the installation of the Cloud Chamber Detectors, the system has proven to be reliable, successfully detecting several actual fire events as detailed in their fire event reports . To date, it has maintained a 100% alarm response success rate and has been installed at several other mining sites in South Africa.
Want to Know More About Cloud Chamber Detectors?
To know more about our Cloud Chamber Detector aspirating solution then you can download and find our latest information here. Alternatively, should you like to discuss our other fire detection solutions in countries outside of the UK you can contact our International Sales Team on export@protec.co.uk.